Cutting Speed Chart Pdf

Milling Speeds And Feeds Chart Pdf Trinity

Milling Speeds And Feeds Chart Pdf Trinity

Metal Milling Speed Chart
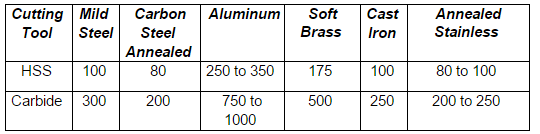
The chart is based on mild steel to the hardest tool steel milling applications.
Cutting speed chart pdf. You can easily break a cutter this way. Then decrease speed by 10. The endmill is being pushed too fast into the cut and the chips get too big.
Start off using an rpm derived for the chip load for the material being cut see charts. Start off using an rpm derived for the chip load for the material you are cutting see charts. Choose the average value for sfm and the lower value for feed in the range.
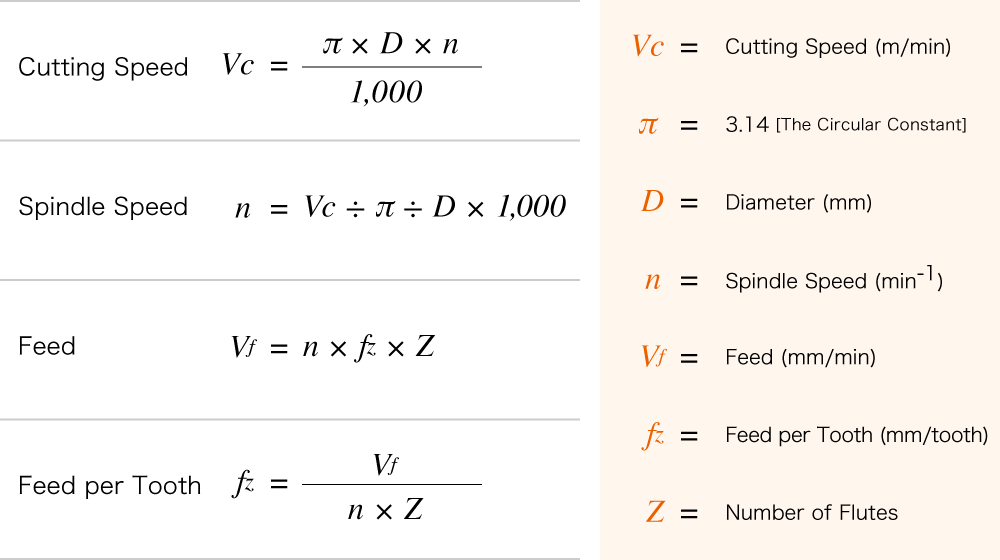
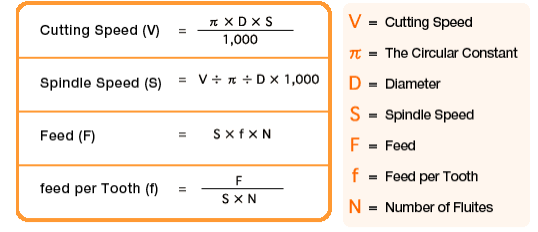
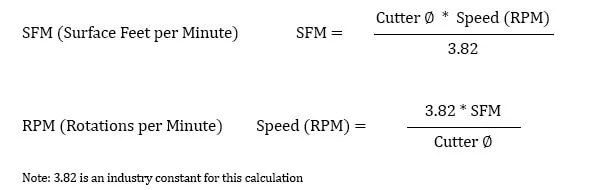
Spindle speed is not the cutting speed. C cutting speed m min n spindle speed rev min f feed per rev mm rev a p axial depth of cut mm d workpiece diameter mm. Compute the dw in order to compute the rpm value of the spindle it is necessary to determine the dw which is the effective engaged tool.
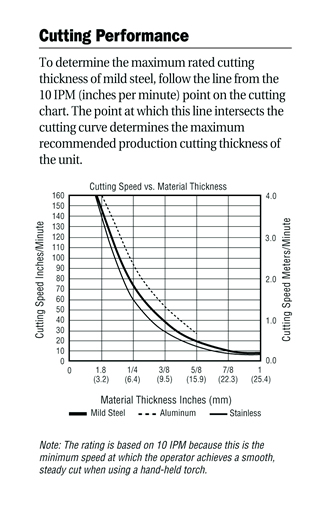
Cutting parameters cutting speed feed 1. Cutting speed recommendations. Cut charts the following cut charts show the consumable parts cutting speeds and the gas and torch settings required for each process.
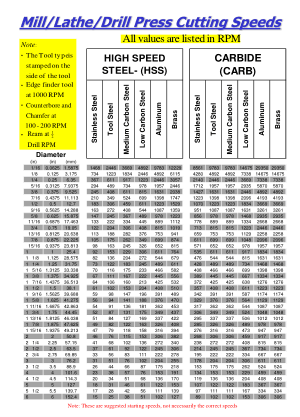
Surface feet per min sfm steel structural 40 60. Drill press speed chart recommended operating speeds rpm accessory softwood pine hardwood hard maple acrylic brass aluminum steel shop notes twist drill bits 3000 3000 1500 750 3000 1500 750 500 2500 2000 1500 nr 3000 1200 750 400 3000 2500 1500 1000 3000 1000 600 350 lubricate drill with oil when cutting steel 1 8 or thicker. If you reduce your spindle speed too much relative to the feedrate you re forcing the flutes of your cutter to take of too much material.
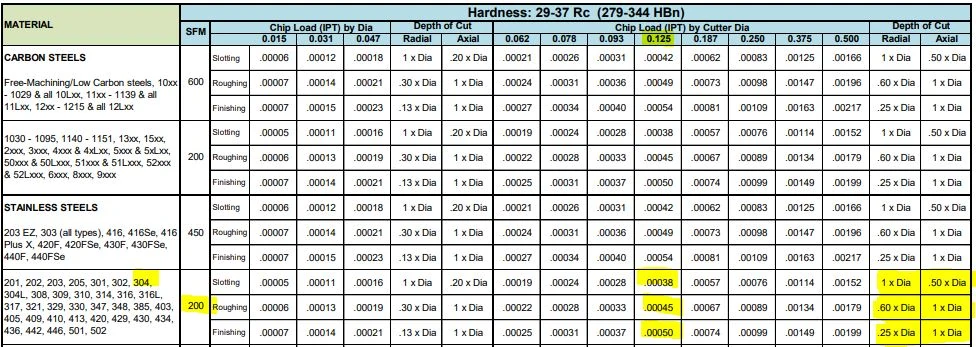
The column of the milling chart list the brinell hardness material condition and the sfpm for hss and carbide tools. Spindle rpm sfm dia. Increase the cutting speed feed rate until the quality of the part s finish starts to decrease or the part is starting to move from hold downs.
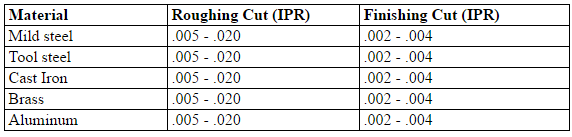
Find the cutting speed feed fn find sfm and fn range in table 1 or table 2 at left. If you reduce your feedrate too much relative to spindle speed you will soon. Increase the cutting speed feed rate until the quality of the part s finish starts to decrease or the part is starting to move from hold downs.
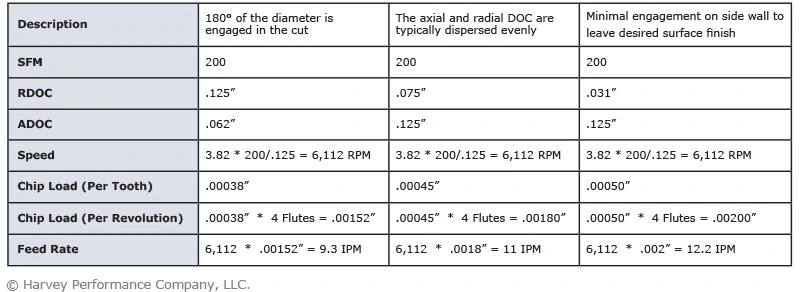
See in the chart below which correction factor c. X 3 82 x tooling correction factor. Corresponds to and multiply the chosen feed in the table for slot milling with this.
Divide the cutter diameter with the radial depth of cut.

Pin On Metal Working An Lathes

Cutting Speed Chart Trinity
Unit 2 Speed And Feed Manufacturing Processes 4 5

Band Saw Blade Speed Chart
Unit 2 Speed And Feed Manufacturing Processes 4 5
Speeds And Feeds 101 In The Loupe

Metal Cutting Speed Chart Trinity
Https Www Pmpa Org Docs Default Source Technical Conference Pdf Handout99ead2ae46706df9a22bff0000aff8c6 Pdf Sfvrsn 0
Calculation For Cutting Speed Spindle Speed And Feed Ns Tool Co

Dormer Pramet Feed Chart For Drills And Materials Group Reference

Metal Cutting Chart
Logo

Milling Speeds And Feeds Chart Pdf Trinity
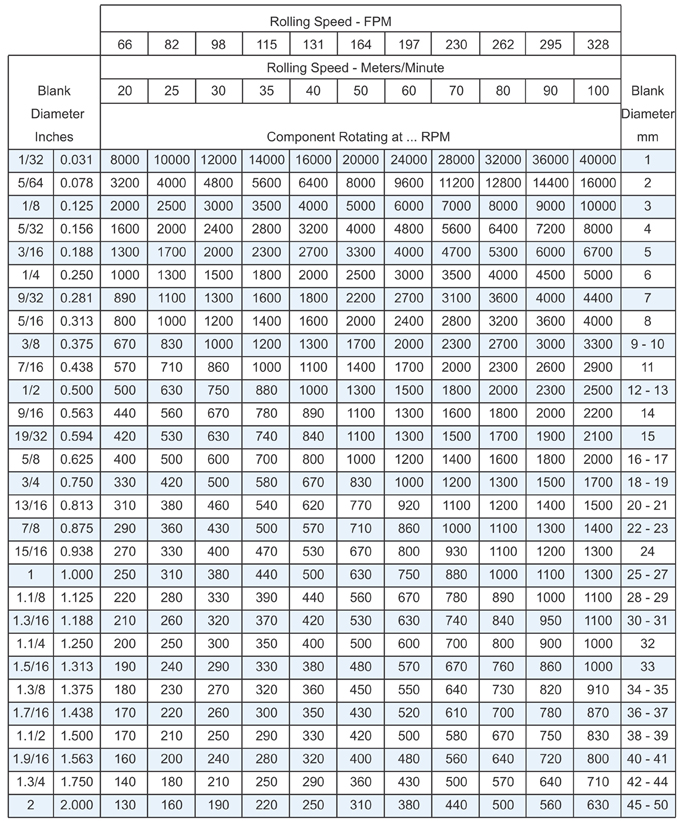
Rsvp Tooling Inc Axial Thread Rolling System Rolling Speeds
Http Wbsdwest Sharpschool Net Userfiles Servers Server 2992254 File Departments Tech 20ed Jacob 20gitter Calculatingspeedsandfeeds Pdf

Cutting Speeds Feeds Pdf

Drill Cutting Speed Chart Trinity

1000w Cutting Data Sheet Maxphotonics Co Ltd Pdf Catalogs
Unit 2 Speeds Feeds And Tapping Manufacturing Processes 4 5

Cutting Speed Chart Bronze Steel

Pdf Drill Geometry And Operating Effects When Cutting Small
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcse3begwgopmwatx9u6hpfd7davmc7coc2hfqvwdszyd3dd2oxi Usqp Cau
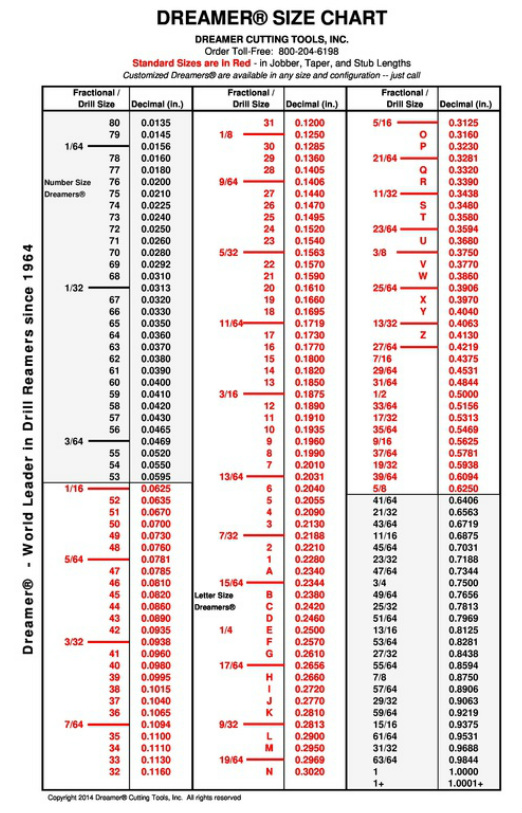
Dreamer Sizes
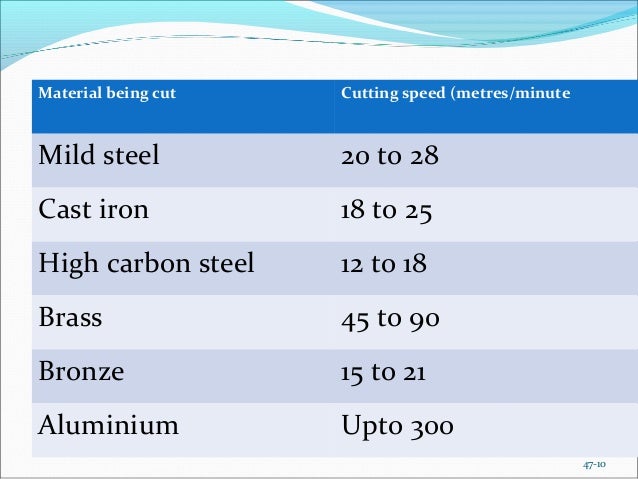
Cutting Speed For Turning

The Ultimate Guide To Fiber Laser Cutting Machine Machinemfg

Drill Cutting Speed Chart Trinity

Reference Tables Torchmate

Dremel 561 Multipurpose Cutting Bit Power Rotary Tool
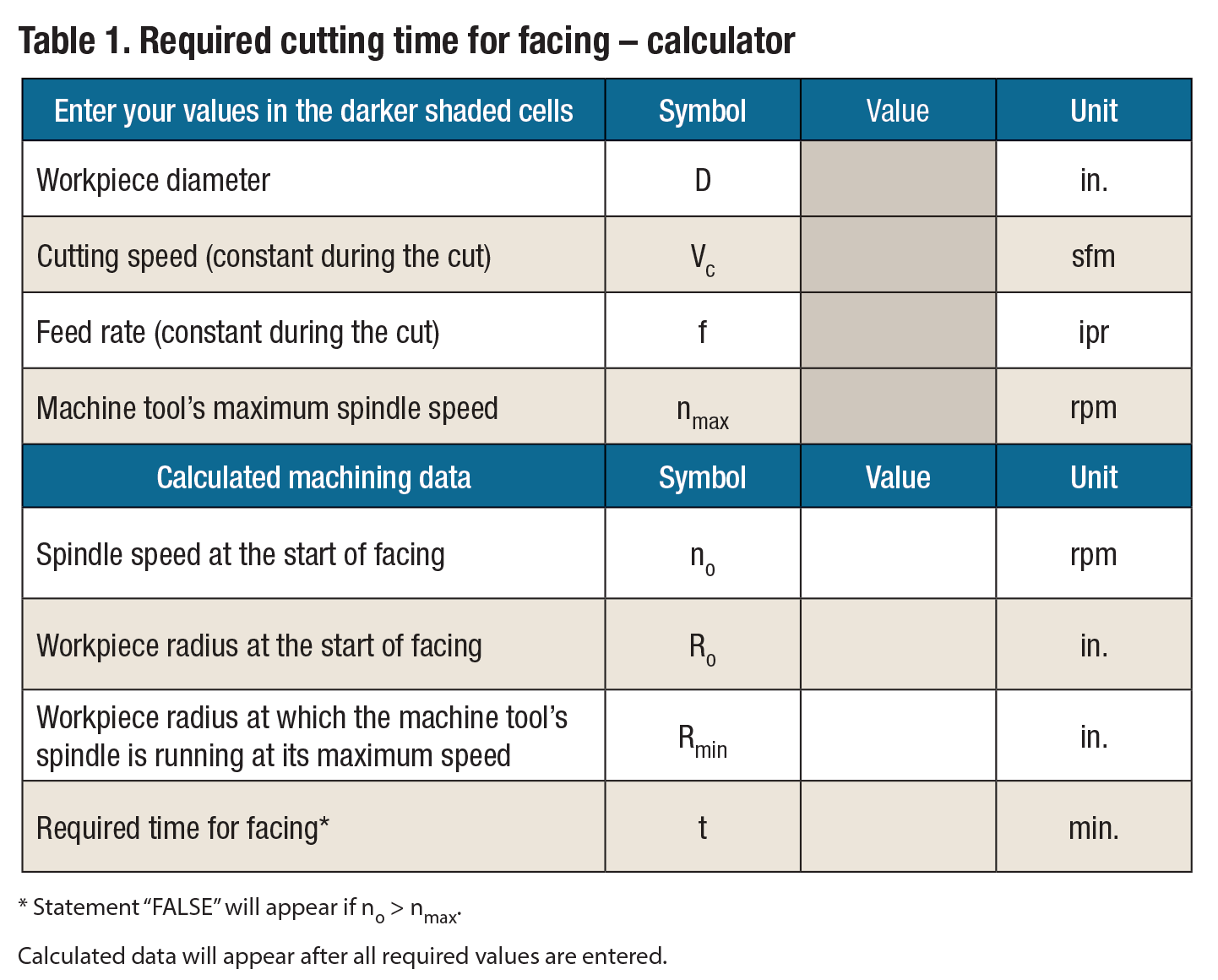
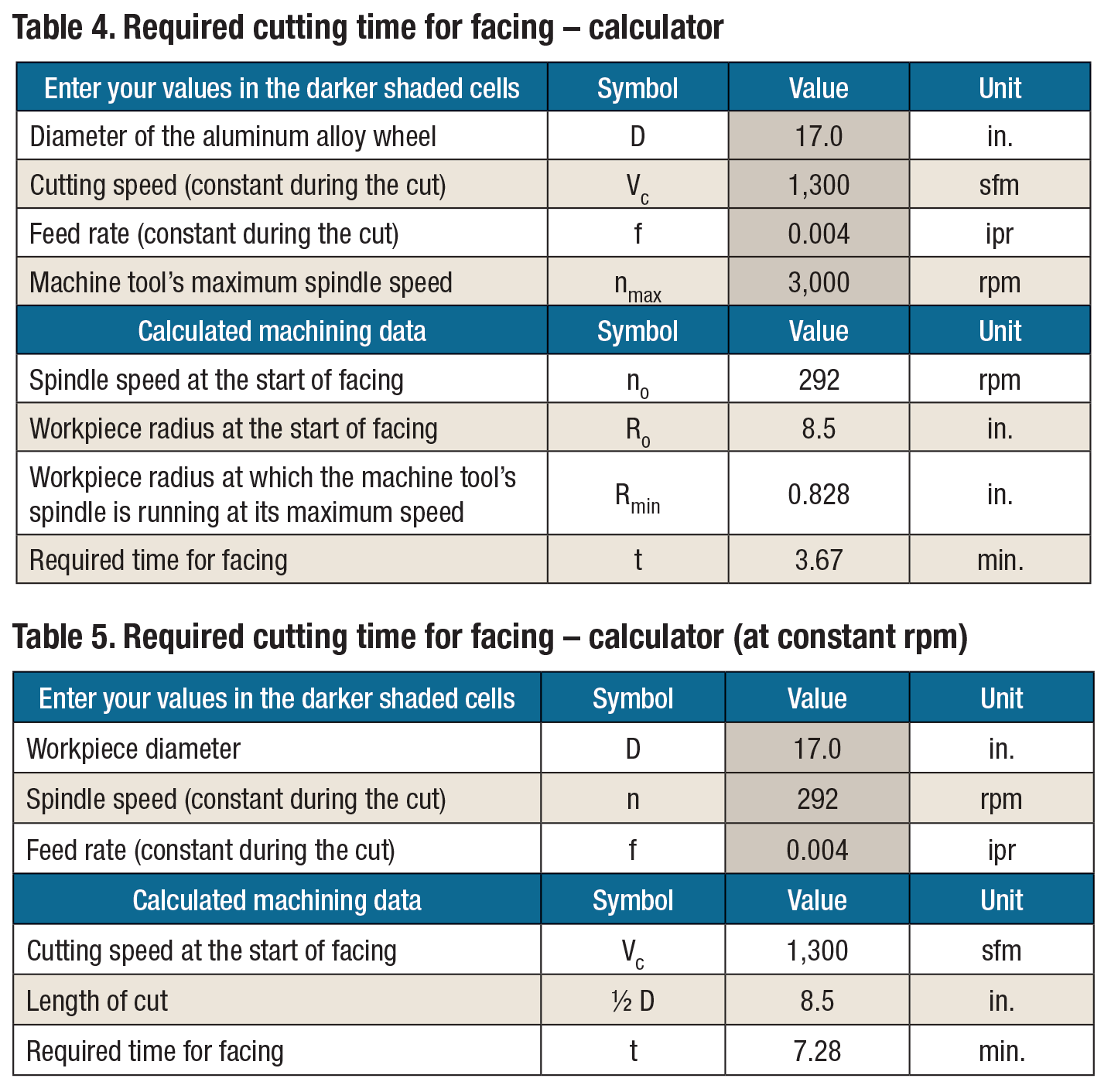
Cutting Time For Facing Cutting Tool Engineering
Https Static1 Squarespace Com Static 59efc96d90badec50a4afa15 T 5a21f4b6e2c483bcf39a2c84 1512174775486 Feedsandspeeds Pdf
Https Www Pmpa Org Docs Default Source Technical Conference Pdf Handout99ead2ae46706df9a22bff0000aff8c6 Pdf Sfvrsn 0
Https Www Cabrillo Edu Jpanzardi Documents Engr12 S17 Pdf 20files Class 12 Presentation Speeds Pdf
Speeds And Feeds 101 In The Loupe

Feeds And Speeds The Definitive Guide Updated For 2020
Unit 2 Speed And Feed Manufacturing Processes 4 5

Doclib 8337 Doclib 218 Thermal Dynamics 1torch Sl100 Automated
Charts
Cutting Speed Chart Trinity

Material Test

Cnc Oxy Fuel Cutting Tables Aks Cutting Systems
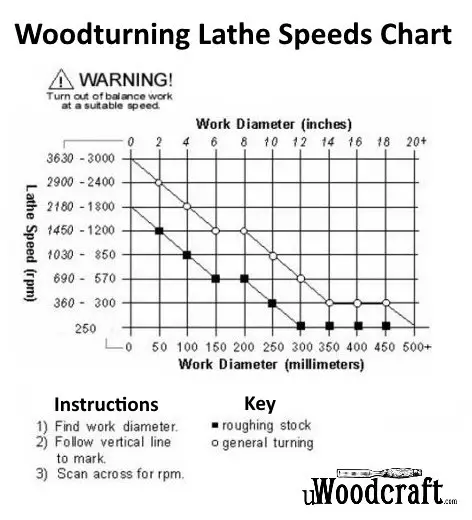
Woodturning Lathe Speeds Complete Guide Uwoodcraft Com
Https Www Machiningcloud Com Wp Content Uploads 2016 05 Machiningcloud Selectingturningtools Pdf

Arts And Crafts Style Shelves Woodworking Techniques Drill
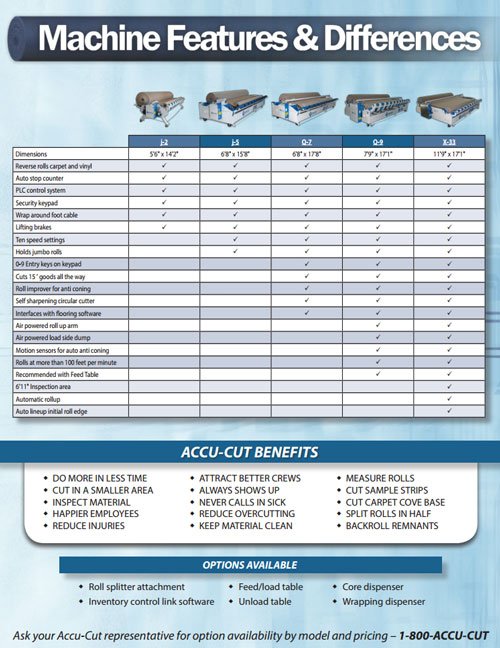
Accu Cut Carpet Cutting Machine Comparison Chart

Speeds And Feeds Wikipedia

Speed Chart Craft Collective
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsfx Mnholww7nnwtj1ed1ucgs2he8ga69mpukqyske7r5ql15q Usqp Cau
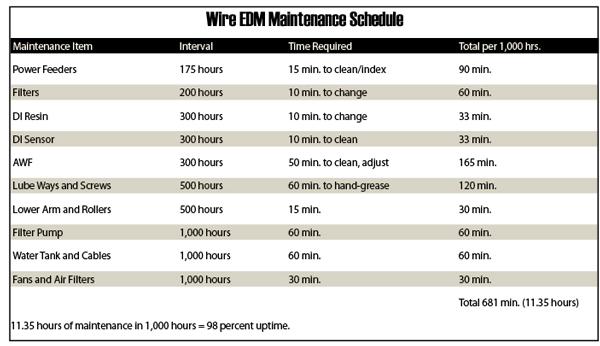
Maintaining Wire Edms

Spindle Speed An Overview Sciencedirect Topics

Turning Inserts Identification Mitsubishi Materials Corporation
Cutting Speed For Turning

Milling Speeds And Feeds Chart Pdf Trinity
Charts

Waterjet University Nozzle And Orifice
Https Users Encs Concordia Ca Nrskumar Index Files Mech311 Lectures Lecture7 Pdf
Speeds And Feeds 101 In The Loupe
Https Static1 Squarespace Com Static 59efc96d90badec50a4afa15 T 5a21f4b6e2c483bcf39a2c84 1512174775486 Feedsandspeeds Pdf

Turning Inserts Identification Mitsubishi Materials Corporation

Katalog Taegutec Grade Chart

How To Calculate Speeds And Feeds Metric Version Haas
How To Optimize Plasma Cutter Performance
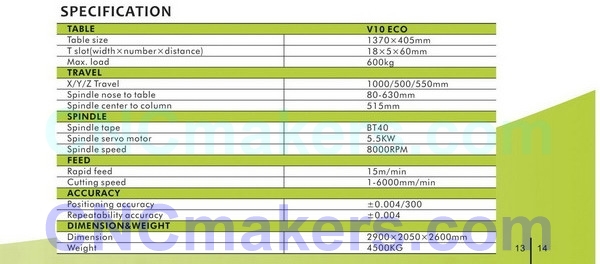
Bed Type Cnc Milling Machine V10 Eco

Pillar Drill Speed Chart Download Printable Pdf Templateroller

Benna Access Woodworking Router Speed Guide
Http Wbsdwest Sharpschool Net Userfiles Servers Server 2992254 File Departments Tech 20ed Jacob 20gitter Calculatingspeedsandfeeds Pdf
Https Users Encs Concordia Ca Nrskumar Index Files Mech311 Lectures Lecture7 Pdf

Spindle Speed An Overview Sciencedirect Topics
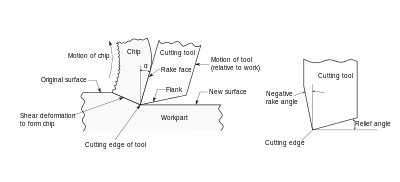
Rake Angle Wikipedia

Selection Of Optimal Process Parameters For Minimizing Burr Size
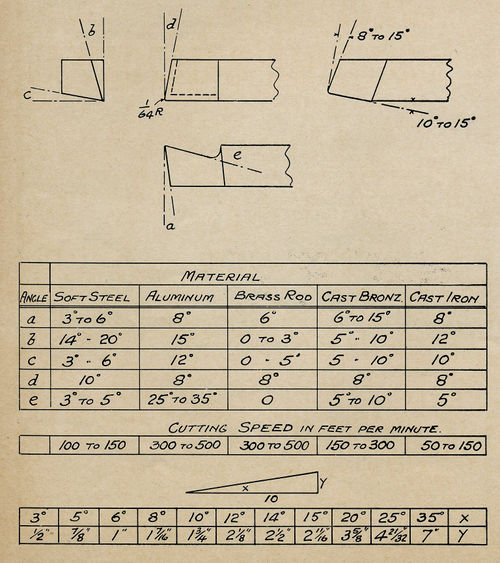
Cutting Angles Of Tool Bits Ibls

How Does The Oxy Fuel Cutting Process Work Park Industries
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrf7 Dnmv4prqw0bcclbvrwm34ya661vybudp6ghslab4jkinpf Usqp Cau

Doclib 8051 Doclib 4680 Victor Acetylene Cutting Tip Chart 0056

Andis Product Documentation

Turning Inserts Identification Mitsubishi Materials Corporation
Pdf Estimation Of Cutter Deflection For Tool Orientation Planning

Dremel 4300 Dremel Com
Calculating The Rpm For Your Machines Youtube
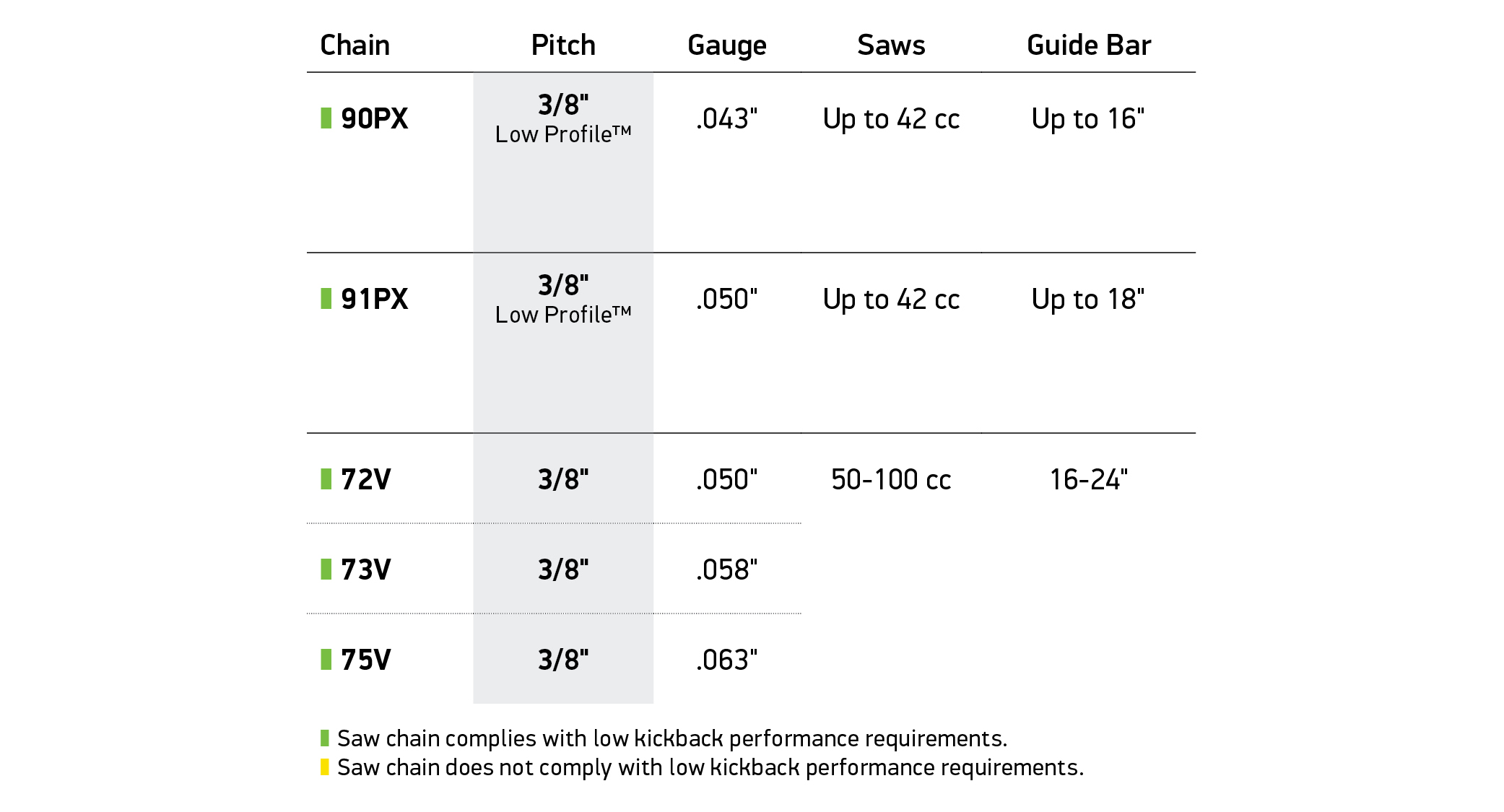
Advancecut Saw Chain And Guide Bars Oregon Products
Https Static1 Squarespace Com Static 59efc96d90badec50a4afa15 T 5a21f4b6e2c483bcf39a2c84 1512174775486 Feedsandspeeds Pdf

Feeds And Speeds The Definitive Guide Updated For 2020

Intro To Woodworking Lumber Size Guide Free Printable Lumber

Metal Cutting Tools Cutting Inserts And Tool Holders

Precision Twist Drill 15 135 High Speed Steel Jobber Drill

Sandvik Coromant Catalogue Pdf Free Download Helman Cnc
Https Www Machiningcloud Com Wp Content Uploads 2016 05 Machiningcloud Selectingturningtools Pdf

Direct Seeding Of Guayule Using Drip Irrigation
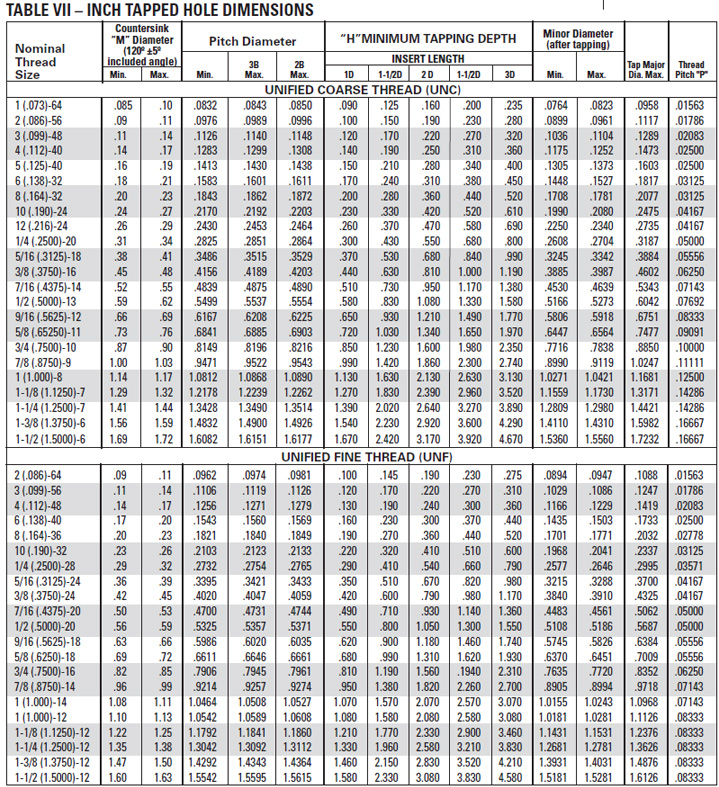
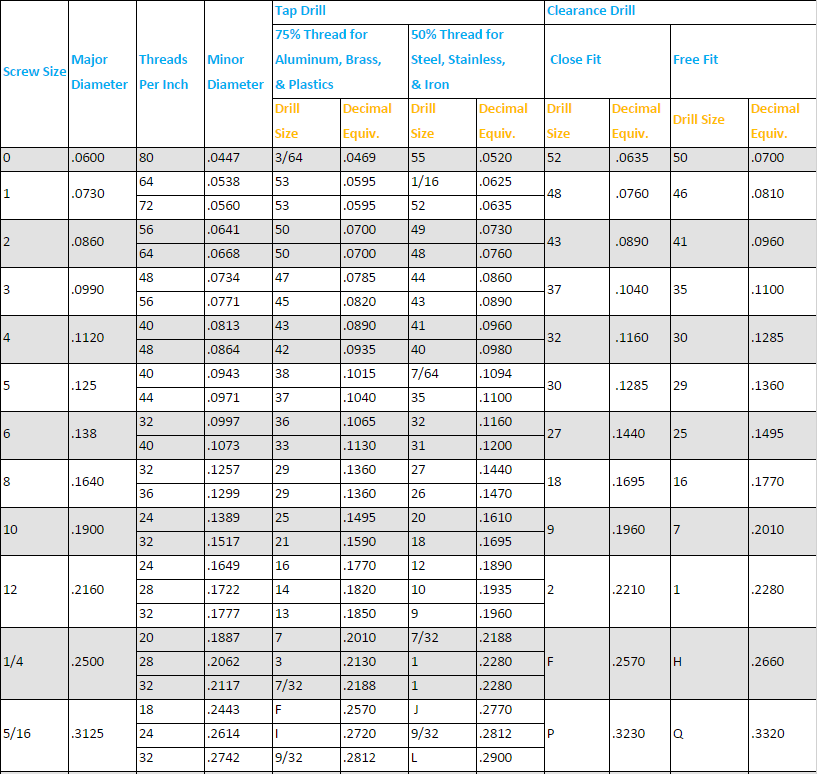
Helicoil Tap Chart Helicoil Tapping Chart Helicoil Tap Size
Appendix B Material Settings
2
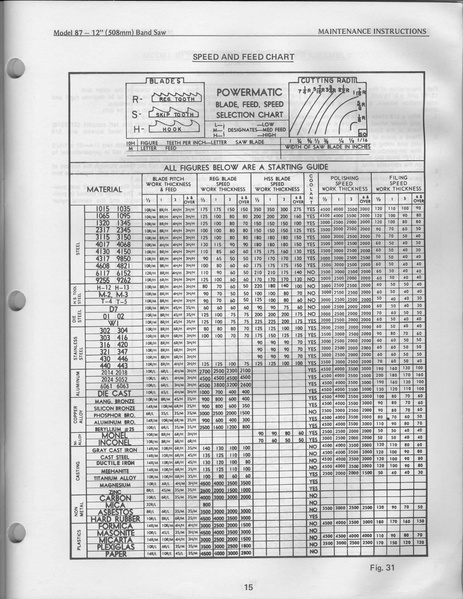
File Powermatic 87 Gray Pdf Makerspace Tulane Edu
Cutting Speeds Rpm Calculations
Thread Milling Quick Reference Pocket Guide
Https Users Encs Concordia Ca Nrskumar Index Files Mech311 Lectures Lecture7 Pdf

The In Vitro Effects Of Ethyl Methanesulfonate On Human Lymphocyte
